Je diagnostika strojov luxus?
Máte časté havárie ložísk?
Najčastejšie príčini kmitania-nevyváženosť.
Vyvažovanie - metódy, výhody, nevýhody.
Vyvažovanie- trojbodová metóda.
Je diagnostika luxus? Môžete si to dovoliť ?
Táto otázka je samozrejme na mieste. Keďže „každý špás niečo stojí“ je zrejmé že, v prípade, že si objednáte takúto službu, bude potrebné za ňu zaplatiť. Potom je na mieste otázka, či sa Vám to oplatí alebo je to pre Vás zbytočná služba.
Pokiaľ ste spoločnosť s nepretržitou prevádzkou a každý výpadok v dôsledku poruchy Vás stojí nemalé finančné straty, odpoveď je jednoznačná. Ak aj napriek zvýšeným nákladom za služby predídete neplánovaným prestojom, bude to pre Vás určite výhodné. Je ťažké vyčísliť celkový benefit, keďže nie je isté, koľko prestojov ušetríte. Najjednoznačnejším kritériom je počet neplánovaných porúch za určité obdobie. Ak sa po zavedení diagnostiky zníži počet neplánovaných porúch v porovnaní s predchádzajúcim obdobím, jednoznačne je to pre Vás výhodný biznis. Ďalším benefitom bude zníženie nákladov na náhradné diely a opravy.
Čo v prípade, že vaša výroba nie je nepretržitá . Môže mať pre Vás diagnostika význam? Odpoveď je na Vás, ale je tu niekoľko argumentov v prospech diagnostiky. Vo všetkých publikáciách pojednávajúcich o moderných systémoch údržby určite nájdete, že najdrahšia údržba je údržba do poruchy. Napríklad pri havárii ložiska vo väčšine prípadov nedôjde len ku poškodeniu samotného ložiska, ale odnesie si to hriadeľ, ložiskové teleso, spojka... Bude potrebná oprava a pri dnešných cenách to zrejme nebude lacná záležitosť. Ak napríklad pomocou diagnostiky zistíte poškodenie ložiska motora a predídete jeho celkovému zničeniu, oprava, prípadne výmena bude v porovnaní s cenou diagnostiky výrazne vyššia. Za pravidelnú mesačnú diagnostiku motora zaplatíte za rok cca 100 - 200€ . Cena opravy, prípadne kúpa nového elektromotora bude závislá od jeho výkonu . Ak cena motora bude 100 € potom jeho diagnostika nemá význam. Pri tých väčších motoroch sa cena opravy môže vyšplhať na 10 alebo 100 násobok ceny diagnostiky. Ďalším faktorom je cena práce. Včasná výmena, bude určite lacnejšia ako odstraňovanie následkov havárie. Ďalším argumentom v prospech diagnostiky je životnosť. Na základe diagnostických meraní nezistíte len poškodenie niektorých častí, ale odhalíte napríklad zlé ustavenie, nedostatočné mazanie, zlú geometria , zvýšené zaťaženie, teda faktory, ktoré priamo ovplyvňujú životnosť jednotlivých častí zariadenia. Zvýšením životnosti znova ušetríte náklady potrebné na to, aby ste Vaše zariadenia udržali v prevádzky schopnom stave.
Takže odpoveď na otázku je diagnostika luxus? Je to na Vás, ale my sme presvedčený že nie, nie je.
Máte časté havárie ložísk?
Pravdepodobne nie ste jediný, kto má takéto problémy. Ložiská ako neoddeliteľná súčasť rotačných strojov, sú vo väčšine najslabším článkom celej rotačnej sústavy. Preto je veľmi pravdepodobné že v prípade že na zariadení niečo nie je v poriadku, ložiská budú prvé, ktoré na to doplatia. Celková životnosť valivých ložísk môže byť veľmi rozdielna. Faktorov, ktoré na to vplývajú je veľa. Ak však hovoríme o častých haváriách, ktoré sa opakujú na stále tých istých zariadeniach, najčastejšie príčiny sa stále opakujú a vo väčšine prípadov súvisia s nesprávnym zaobchádzaním z ložiskami. Na základe našich skúseností tu je zoznam hlavných príčin častých havárií ložiska.
- Zlá montáž ložísk- prvoradým predpokladom správneho fungovania ložísk je správna montáž ložiska. Ak nenamontujete ložisko správne alebo ho nesprávnou montážou dokonca poškodíte, ťažko dosiahnete aby ložisko fungovalo spoľahlivo a dosiahlo dlhú životnosť. Najzrejmejším príznakom zlej montáže je, ak na jednom zariadení dosahujete výrazné rozdiely v dĺžke životnosti ložísk. Vo väčšine sú používané pracovné metódy a montážne postupy podtsavené na skúsoenostiach starších pracovníkov údržby. Pozor! To však neznamená že tieto postupy sú správne . Na základe našich skúseností, koluje medzi údržbármi veľa nesprávnych a milných informácií
Zhrnutie – pozor na montáž , je to prvoradý predpoklad správnej funkcie ložiska !!!
- Nevhodné prostredie– prostredie, v ktorom ložisko pracuje, má často rozhodujúci vplyv na životnosť ložiska. Vo väčšine prípadov ale prostredie neviete ovplyvniť. Dosiahnuťie čo najdlhššej životnosťi ložísk v zlých podmienkach je potom otázka výberu ložiska (správny typ, prevedenie, materiál klietky, ložisková vôľa, tepelné spracovanie ...) a zabezpečenie čo najlepších podmienok pre chod ložiska (spôsob mazania alebo domazávania, vhodnosť maziva, správne množstvo a správne domazávacie intervaly).
- Geometria – geometria rotačnej sústavy môže mať výrazný podiel na celkových sumárnych silách, ktorému sú rotačné stroje a tým pádom aj ložiská rotačných strojov vystavené. Nesprávny ustavenie vo väčšine zvyšuje zaťaženie ložiska a tým pádom znižuje jeho životnosť. Ak budete mať na čerpadle s otáčkami 2980 ot/min neúsosoť medzi motorom a spojkou , môžete počítať že Vám ako prvé odíde ložisko na motore , prípadne spojka alebo dokonca Vám „strihne“hriadeľ, . Takže správne pozor na správne ustavenie !!!
- Zlá kvalita ložísk– vo väčšine prípadov je argument že ložisko bolo zlé, nepravdivý. V posledných dvoch desaťročiach sa situácia v ložiskovom odvetví dosť zmenila. Na európsky trh prúdi množstvo falzifikátov ložísk renomovaných značiek, pôvodom z "tretieho sveta". Tak isto sa môžete dostať ku ložiskám od firiem, ktoré majú pôsobisko v EU, ale nie sú prvotnými výrobcami ložísk. Ložiská takýchto firiem sú prevažne dovážané z Číny. Ak narazíte na takéto ložisko, kvalita týchto ložísk môže byť výrazne nižšia, hlavne v dôsledku použitia lacného, nekvalitného materiálu a nedodržaniu správnych tepelných procesov pri výrobe. Preto pozor aké ložiská kupujete. Napriek tomu si stále dovoľujeme tvrdiť, že vo väčšine prípadov dôsledkom havárie ložiska nebola jeho zlá kvalita ale to „ostatné„ čo vplýva na funkciu ložiska.
- Zlá konštrukcia ložiskového uloženia- tento prípad nie je veľmi častý , ale vyskytuje sa. Ak je ložiskové uloženie zle navrhnuté, dosiahnutie požadovanej životnosti bude zjavný problém, akokoľvek sa budete snažiť . Ak máte takýto problém, jedine ako sa stým dokážete vysporiadať je zmeniť konštrukciu uloženia. Častejší problém ako samotná zlá konštrukcia uloženia je pri uloženiach, ktoré sú navrhnuté tak, že pri montáži môžete zmeniť základné rozmery uloženia, napr. rozteč ložísk . Pri takýchto uloženiach nedodržanie správnych rozmerov, môže výrazne ovplyvniť celkovú životnosť uloženia .
Určite by sme našli ešte ďalšie možné príčiny poškodenia ložísk. Každopádne ak máte takýto problém je treba príčiny posudzovať individuálne, pre každý prípad. Veľmi užitočným zdrojom informácií je samotné havarované ložisko, ktoré Vám alebo skúsenému odborníkov môže poskytnúť cenné informácie o tom, v akom režime ložisko pracovalo a čo bolo je ho príčinou.
Najčastejšie príčiny kmitania – Nevyváženosť .
Nevyváženosť rotačných častí je jednou z najčastejších príčin zvýšených vibrácií rotačných strojov. Vo väčšine aplikácií je nevyváženosť neželaným zdrojom kmitania, s nežiadúcimi účinkami na zaťaženie a životnosť stroja. Často sa však využíva, napríklad pri vibračných strojoch, ako nástroj pre dosiahnutie určitého technologického procesu.
Definícia nevyváženosti- nevyváženosť rotačných častí je stav, keď os ťažiska rotačnej časti, nie je totožná s osou otáčania rotačnej časti. Trochu jednoduchšie povedané, nevyváženosť je stav, keď hmotnosť rotujúcich častí nie je rovnomerne rozdelená voči osi otáčania. V praxi sa vyskytujú tri základné druhy nevývahy.
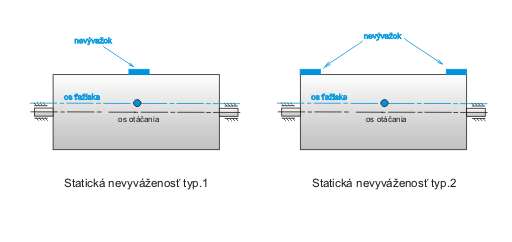
Statická (silová) nevyváženosť: je stav keď os ťažiska je rovnobežná s osou otáčania. Nevývažok spôsobuje posunutie ťažiskovej osi voči osi otáčania. Dôsledkom posunutej ťažiskiovej osi je vznik radiálnej obehovej sily, ktorá spôsobuje zvýšenie kmitania, v závislosti na veľkosti nevývažku, rýchlosti otáčania a vzdialenosti nevývažku od osi otáčania. Dôsledkom sú zvýšené vibrácie v radiálnom smere.
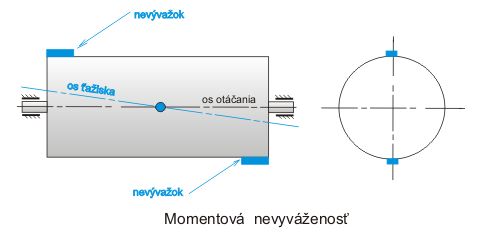
Momentová (dvojicová) nevyváženosť: je stav keď os otáčania prechádza ťažiskom rotačnej časti, ale ťažisková os s osou otáčania sú uhlovo vyosené. Nevývažky sú voči sebe staticky vyvážené ale ležia v iných rovinách. Pri rotácii vzniká momentová sila, úmerná veľkosti nevývažku, rýchlosti otáčania a priečnej vzdialenosti nevývažkov. Dôsledkom sú zvýšené vibrácie v axiálnom smere.
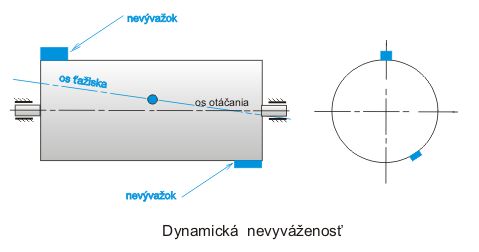
Dynamická nevyváženosť – dynamická nevyváženosť je kombinácie statickej a momentovej nevývahy. Ťažisková os je voči osi otáčania posunutá a zároveň uhlovo vyosená. Nevývažky ležia v iných rovinách majú rozdielnu hmotnosť a zároveň sú uhlovo posunuté. Pri rotácií vzniká obehová aj momentová sila. Dôsledkom sú vibrácie v radiálnom aj axiálnom smere.
Prakticky každá rotačná časť má určitú mieru nevývahy, či ide o obežné koleso ventilátora alebo presné vreteno obrábacieho stroja. Kľúčovým faktorom je veľkosť tejto nevyváženosti, inak povedané či tzv. zostatková nevyváženosť je alebo nie je akceptovateľná, v závislosti na charaktere zariadenia a jeho technologického určenia. V bežnej praxi sa môžete stretnúť so všetkými typmi nevývahy. Určenie o ktorý typ ide je možné pomocou merania vibrácií , frekvenčnej a fázovej analýzy. Od typu nevyváženosti potom závisí, akým spôsob je možné túto nevývahu odstrániť.
Vavažovanie - základné metódy.
V prípade že strojné zariadenie má zvýšené vibrácie v dôsledku nevyváženosti niektorej rotačnej časti, pre zníženie kmitania je potrebné previesť tzv. vyváženie . Vyvažovanie je postup, pri ktorom sa snažíme znížiť mieru nevyváženosti na požadovanú úroveň. V praxi existuje nekonečné množstvo rotačných častí, ktoré majú rôznu váhu, priemer, pracujú pri rôznych otáčkach. Čo je postačujúce pre jeden rotor, nemusí byť vôbec postačujúce pre druhý rotor. Túto skutočnosť zistili aj odborníci zaoberajúci sa vyvažovaním a v 50 rokoch minulého storočia stanovil tzv. „Balance Quality Grades“-Stupne kvality vyváženia. Jednotlivé rotačné zariadenia boli rozdelené do jednotlivých stupňov, v závislosti na požiadavke ako presne majú byť vyvážené. Stupne kvality sú označené písmenom G a číslom, ktoré určuje kvalitu vyváženia ( G-0,16, G-0,4, G-1, G2-5, G-6.3 ... G-4000). Číslo za písmenom G určuje prípustnú hodnotu rýchlosti kmitania ťažiska rotora, v jednotkách rýchlosti kmitania [mm/s], pri maximálnych prevádzkových otáčkach zariadenia. Čím je číslo stupňa kvality nižšie, tým je povolená hodnota rýchlosti kmitania ťažiska nižšia a požiadavka na presnosť vyvažovania vyššia. O požiadavkách na kvalitu vyváženia pojednáva norma STN ISO 1940, v ktorej sú stanovené základné pojmy, určené rozdelenie strojných zariadení do jednotlivých tried a stanovená metodika pre výpočet tzv. povolenej „zostatkovej nevyváženosti“, ktorá je základným hodnotiacim kritériom pri vyvažovaní rotačných častí.
Toľko teória. Teraz sa poďme pozrieť na praktické aspekty vyvažovania . Máme napríklad klasický ventilátor, ktorý má zvýšené vibrácie. Zvýšené vibrácie nemusia byť vždy spôsobené nevyváženosťou na obežnom kolese, avšak na obežnom kolese sa vyvárali praskliny, pred opravou ventilátor nekmital a po oprave áno. S vysokou pravdepodobnosťou je problémom nevyváženosť a pre zníženie kmitania je potrebné urobiť vyváženie obežného kolesa. Vyvažovanie je proces, pri ktorom musíme zaistiť aby sa ťažisková os obežného kolesa zhodovala s osou rotácie. Os rotácie je vo väčšine prípadov nemenná, definovaná ložiskovým uložením rotora. Os ťažiska je možné meniť pridávaním alebo odoberaním materiálu na obežnom kolese. Z praktického hľadiska môžeme rozdeliť metódy vyvažovania na bezdemontážne a s potrebou demontáže obežného kolesa. Ak v namontovanom stave nie je prístup na obežné koleso a nie je možné pridávať alebo odoberať materiál rotora, jediný spôsob akým je možné vyváženie spraviť je demontáž a vyváženie bezdemontážnym spôsobom. V prípade že máme prístup na vyvažovaný rotor, vyváženie je možné spraviť bez potreby demontáže priamo na zariadení. Najväčšou výhodou bezdemnontážneho vyvažovania je rýchlosť a nízka pracnosť. Nevýhodou môže byť nižšia presnosť. Každé riešenie má určité výhody a určité nevýhody. Niečo si viete spraviť sami, na niečo potrebujete špecialistu, firmu, ktorá Vám poskytne odbornú prácu.
a. Vyváženie s potrebou demontáže obežného kolesa
1. Statické vyváženie na vyvažovacej stolici. Statické vyváženie na vyvažovacej stolici je stará metóda vyvažovania, používaná v prvej polovici minulého storočia, ešte pred nástupom moderných technológií pre meranie kmitania. Napriek tomu použitím tejto metódy v určitých prípadoch, môžete dosiahnuť svojpomocne postačujúce výsledky. Vyvažovacia stolica je jednoduché zariadenie. Dva vodorovné paralelné nosníky, na ktoré môžete položiť obežné koleso uložené na hriadeli tak, aby malo možnosť otáčania okolo osi rotácie. V prípade že je rotor nevyvážený, z akejkoľvek štartovacej polohy sa vždy pretočí do tej istej polohy. Po zastavení rotora leží ťažisko smerom kolmo ku zemi, t.j. nevývaha je na spodku rotora. Pridávaním závažia na vrchnú časť alebo odoberaním v spodnej časti, vyvažujeme rotor dovtedy, pokiaľ nedocielime že rotor sa prestane pretáčať. Jednoduché a účinné. Na čo si treba dať pozor je že nosníky musia byť rovné a veľmi presne vodorovne ustavené. V prípade menších rotorov môžete použiť vedenie sústruhu alebo iného obrábacieho stroja. Výhodou vyvažovania je jednoduchosť, viete si to spraviť svojpomocne a presnosť je vo väčšine prípadov postačujúca. Nevýhodou je skutočnosť že ide len o statické vyváženie. V prípade že obežné koleso rotor je úzke, výsledky budú určite uspokojivé. Pri rotoroch so širším obežným kolesom kde je predpoklad dynamickej nevývahy, statickým vyvážením možno docielite zníženie kmitania v radiálnom smer. Zostatková momentová neýváženosť však môže naďalej spôsobovať vysoké vibrácie v axiálnom smere.
2. Vyváženie rotora na externej vyvažovačke. Externá vyvažovačka je zariadenie určené na vyvažovanie rotačných častí. Každý motorista sa s externou vyvažovačkou stretne, vždy pri prechode letného a zimného obdobia, keď je potrebné vymeniť pneumatiky. Vyvažovačka rotorov pracuje na rovnakých princípoch ako vyvažovačka pneumatík, jej konštrukcia je však trochu iná. Najvyššou výhodou vyvažovania na externej vyvažovačke je presnosť. Spôsob uloženia vyvažovaného rotora zabezpečuje to, že na rotor nepôsobia žiadne iné vplyvy len geometria a rozloženie hmotnosti. Aj minimálna zmena hmotnosti spôsobuje merateľnú výchylku, ktorá nie je ovplyvnená okolitými vplyvmi. To umožňuje dosiahnuť vysokú presnosť vyváženia. Z pohľadu zákazníka stačí povedať aký stupeň vyváženia je potrebné dosiahnuť, pri akých otáčkach rotora. Vyváženie rotora na externej vyvažovačke je jednoznačne najpresnejší spôsob vyvažovania. Ne výhodou je čas realizácie a vyššia cena. Do času realizácie je potrebné započítať čas na montáž a demontáž, čas na dopravu do externej firmy a späť, čas potrebný na samotné vyváženie. Tak isto je to aj v prípade nákladov. Náklady na montáž a demontáž, náklady na dopravu, faktúra za samotné vyvažovanie. V prípade že máte požiadavku na vysokú presnosť vyváženia, prípadne nie je možné použiť statické vyváženie, vyvažovanie na externej vyvažovačke je najlepšia voľba.
b. Metódy bezdemontážneho vyváženia
Vývoj moderných prístrojov pre meranie chvenia, priniesol so sebou aj nové možnosti ohľadom vyvažovania rotačných častí. Vyvažovanie rotorov priamo na stroji je výhodnou alternatívou v porovnaní z predošlými metódami. Výhodou takéhoto vyvažovania je výrazne vyššia efektivita, menší čas na realizáciu, nižšie náklady. Nevýhodou o niečo nižšia presnosť a spoľahlivosť. Presnosť samotných prístrojov je vysoká, rovnaká ako u prístrojov zabudovaných v externej vyvažovačke. Presnosť a celkov proces vyvažovania však ovplyvňujú vonkajšie faktory, hlavne skutočnosť že na rotor, ktorý je namontovaný v stroji pôsobia okrem nevývahy aj iné sily, prípadne iné faktory, ktoré môžu ovplyvniť celkové kmitanie stroja.
1. Trojbodová metóda. Trojbodová metóda je jednoduchá vyvažovacia metóda, ktorou môžete zvládnuť vyvažovanie svojpomocne s pomerne dostatočnou spoľahlivosťou. Na vyvažovanie potrebujete akýkoľvej najjednoduchší prístroj na meranie sumárnych vibrácií v jednotkách rýchlosti kmitania [mm/s], ceruzku, papier, kružidlo a pravítko. Princíp metódy je jednoduchý. Pripravíte si testovacie závažie, ktoré potom postupne umiestňujete na vyvažovaný rotor a meriate vibrácie pri jednotlivých chodoch. Na záver nakreslíte graf, z ktorého určíte konečný uhol a hmotnosť potrebného vyvažovacieho závažia. Uvedená metóda je metóda vyvažovania v jednej vyvažovacej rovine a bude spoľahlivá, pokiaľ je nevyváženosť obežného kolesa hlavným zdrojom kmitania a problémom je najmä statická nevývaha. V prípade momentovej nevývahy môže dosiahnuť pokles kmitania v radiálnom smere, vibrácie v axiálnom smere budú aj po vyvažovaní vysoké.
2. Dyanmické prevádzkové vyvažovanie. Ide o modernú metódu bezdemontážneho vyvažovania rotačných častí. Umožňuje dynamické vyváženie rotačných častí priamo na zariadení bez potrebnej demontáže. Vyvažovanie je možné previesť, v závislosti na konštrukcii frémy a vyvažovaného rotora, v jednej alebo dvoch meracích rovinách. Pre vyvažovanie je potrebné prístrojové vybavenie, schopné merať amplitúdu kmitania a fázový uhol kmitania a skúsený technický personál so znalosťami metódy vyvažovania a frekvenčnej analýzy kmitania. Priebeh vyvažovanie je podobný ako pri trojbodovej metóde. Po základnom meraní je na rotor umiestnené testovacie závažie. Na základe zmeny, ktoré toto testovacie závažie urobí, prístroj určí veľkosť a umiestenie nevývahy a vypočíta miesto a veľkosť testovacieho závažia. Prevádzkové vyvažovanie umožňuje odstránenie statickej aj dynamickej nevyváženosti v jednej alebo dvoch vyvažovacích rovinách. V porovnaní s vyvažovaním na externej vyvažovačke, kvalita vyváženia môže byť o niečo nižšia. Takmer vo všetkých prípadov je však dosahovaná presnosť postačujúca. V porovnaní s vyvažovaním na externej vyvažovačke nie je metóda prevádzkového vyvažovania limitovaná rozmermi rotora ani prevádzkovými otáčkami. Pomocou prevádzkového vyvažovania sme priamo v prevádzke vyvažovali šnekový dopravník z dĺžkou 30 m a otáčkymi 95 ot/min, ale aj obežné koleso centrifúgy s otáčkami 18 500 ot/min. Prevádzkové vyvažovanie je z pohľadu pracnosti, rýchlosti a celkových nákladov, najefektívnejším spôsobom vyvažovania.
Vyvažovanie - trojbodová metóda.
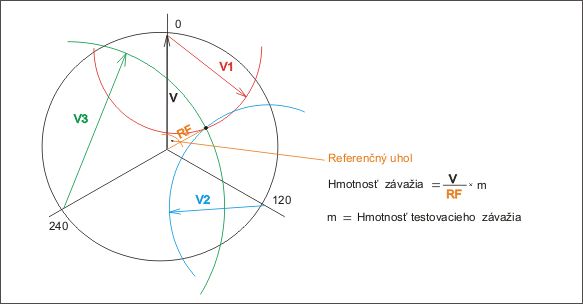
Trojbodová metóda je jednoduchá vyvažovacia metóda, ktorou môžete zvládnuť vyvažovanie svojpomocne s pomerne dostatočnou spoľahlivosťou. Na vyvažovanie potrebujete akýkoľvek jednoduchý prístroj na meranie sumárnych vibrácií v jednotkách rýchlosti kmitania [mm/s]. Dôležité je aby otáčky rotora ležali vo frekvenčnom rozsahu použitého prístroja. Štandardne sa v jednoduchých meracích prístrojoch používajú 2 meracie rozsahy. 2-1000Hz alebo 10 – 1000 Hz. Ak máte rotor, ktorého otáčky sú nižšie ako 600 ot/min, nemôžete použiť prístroj s rozsahom 10-1000 Hz. Ďalej budete potrebovať papier kružidlo a pravítko. Prvým krokom vyvažovania je meranie kmitania stroja pred začatím vyvažovania. Meranie kmitania je potrebné spraviť v radiálnom smere (smere kolmom na os otáčania), na ložiskovom domci uloženia obežného kolesa. Po zmeraní sumárnej hodnoty kmitania pred vyvažovaním, nakreslíte na papier kružnicu s polomerom nameranej hodnoty kmitania. Ak nameriate napríklad 10.5 mm/s, urobíte kružnicu s polomerom 10,5 cm. Zo stredu kružnice narysujete tri polpriamky s rozostupom 120°. Priesečníky polpriamok s kružnicou označíte 0,120,240. V ďalšom kroku navaríte, priskrutkujete, prípadne prilepíte na vyvažovaný rotor testovacie závažie. Miesto na ktoré testovacie závažie umiestnie označte ako bod "0". Testovacie závažie musí byť dostatočne veľké, tak aby spôsobilo merateľnú zmenu. Veľkosť nie je vždy jednoduché odhadnúť, záleží od hmotnosti rotora, priemeru rotora a najmä od prevádzkových otáčok. Veľkosť môže byť od 20 – 200 g. Čím väčší priemer rotora, tým menšie závažie. To isté platí aj pri otáčkach. Ak navaríte 200g závažie na rotor s otáčkami 2980 ot/min, po spustení zariadenia by Vás to mohlo trochu vystrašiť. Po umiestení testovacieho závažia spravíte prví testovací chod a zistíte veľkosť kmitania. Veľkosť sumárnej hodnoty by sa v porovnaní s počiatočnou hodnotou mala zvýšiť alebo znížiť minimálne o 30%. Ak nedošlo ku takejto veľkej zmene, zvýšite hmotnosť testovaného závažia a spravíte nový pokus. Po nameraní hodnoty kmitania prvého testovacieho behu, spravíte na grafe v mieste označenom "0", kružnicu s polomerom rovnakým ako nameraná hodnota kmitania pri prvom testovacom chode. Ďalším krokom je zmena polohy závažia, posunutie o 120° proti smeru otáčania rotora. Po presunutí závažia spravíte druhý testovací chod a v bode "120", nakreslíte kružnicu s polomerom podľa veľkosti nameranej hodnoty. Posuniete testovacie závažie o ďalších 120° proti smeru otáčania a spravíte tretí testovací chod. V bode "240", nakreslíte tretiu kružnicu s polomerom nameranej hodnoty z tretieho testovacieho behu. Vyhodnotenie : kružnice z troch testovacích chodov by sa mali pretnúť v jednom bode. Zo stredu základnej kružnice spravíte referenčnú úsečku do tohoto bodu. Uhol ktorý zviera nakreslená úsečka s polpriamkou prechádzajúcou bodom 0 je uhol, na ktorý musíte umiestniť konečné vyvažovacie závažie. Uhol na obežnom kolese merajte od bodu "0", proti smeru otáčania rotora. Veľkosť konečného závažia vypočítate ako podiel polomeru základnej kružnice ku dĺžke referenčnej úsečky, násobený hmotnosťou testovacieho závažia. Podľa vypočítanej hodnoty vyrobíte testovacie závažie a umiestnite ho na obežné koleso. Testovacie závažie z posledného testovacieho chodu je potrebné z obežného kolesa odmontovať.